簡(jiǎn)介:電池框架作為新能源設(shè)備的核心承載部件,對(duì)焊接精度和焊縫一致性要求嚴(yán)苛,ABB焊接機(jī)器人憑借精準(zhǔn)的軌跡控制和穩(wěn)定的電弧性能,成為電池框架焊接的核心裝備。焊接過程中,氬氣作為主要保護(hù)氣,需持續(xù)覆蓋熔池以防止焊縫氧化和氣孔產(chǎn)生……
電池框架作為新能源設(shè)備的核心承載部件,對(duì)焊接精度和焊縫一致性要求嚴(yán)苛,
ABB焊接機(jī)器人憑借精準(zhǔn)的軌跡控制和穩(wěn)定的電弧性能,成為電池框架焊接的核心裝備。焊接過程中,氬氣作為主要保護(hù)氣,需持續(xù)覆蓋熔池以防止焊縫氧化和氣孔產(chǎn)生,一旦保護(hù)氣供應(yīng)不足或不穩(wěn)定,會(huì)直接導(dǎo)致框架焊縫出現(xiàn)氧化白斑、氣孔等缺陷,影響電池包的密封性和結(jié)構(gòu)強(qiáng)度。但電池框架焊接的密集焊點(diǎn)、多變焊縫形態(tài)等工況特點(diǎn),讓傳統(tǒng)恒流量供氣模式存在嚴(yán)重浪費(fèi),機(jī)器人需在同一框架上完成主筋、支桿、連接板等不同結(jié)構(gòu)的焊接,電流在中低范圍頻繁切換;焊縫以短直縫和角接縫為主,焊槍啟停頻繁,傳統(tǒng)供氣無法適配這種間歇式焊接需求,大量保護(hù)氣在非焊接階段無效消耗。WGFACS智能節(jié)氣設(shè)備針對(duì)ABB焊接機(jī)器人的焊接特性專項(xiàng)優(yōu)化,為電池框架焊接提供了精準(zhǔn)節(jié)能40%-60%的方案。
電池框架焊接的用氣浪費(fèi)問題,需結(jié)合具體工況深入拆解。焊接電池框架主筋與支桿的角接縫時(shí),
ABB機(jī)器人采用中電流連續(xù)焊接,傳統(tǒng)恒流量供氣形成的氣層可覆蓋熔池;但切換到連接板的小電流點(diǎn)焊時(shí),固定的氣體輸出量遠(yuǎn)超實(shí)際需求,多余氣體從焊點(diǎn)周圍快速溢出,形成無效損耗。電池框架的焊點(diǎn)密度大,機(jī)器人完成一個(gè)焊點(diǎn)后需快速移動(dòng)至下一個(gè)焊點(diǎn),這一過程中焊槍處于非焊接狀態(tài),但傳統(tǒng)供氣仍維持工作流量,僅這一環(huán)節(jié)的待機(jī)耗氣量就占總消耗的三成以上。更關(guān)鍵的是,為保證密集焊點(diǎn)的保護(hù)效果,操作人員常刻意調(diào)高供氣流量,而焊接短直縫時(shí)焊槍速度快,氣流被快速拉伸后保護(hù)范圍縮小,又不得不繼續(xù)加大流量,形成“浪費(fèi)—補(bǔ)量”的惡性循環(huán)。
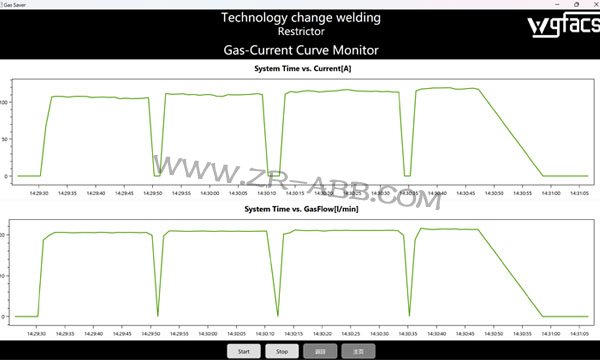
WGFACS智能節(jié)氣設(shè)備實(shí)現(xiàn)精準(zhǔn)節(jié)能的核心,在于與ABB焊接機(jī)器人的深度協(xié)同適配。無需改造原有設(shè)備即可直接讀取焊接電流、起弧信號(hào)、焊槍位置等核心參數(shù),數(shù)據(jù)傳輸延遲控制在極低水平,確保供氣調(diào)整與焊接動(dòng)作同步。軟件端算法經(jīng)過電池框架焊接工況專項(xiàng)訓(xùn)練,能根據(jù)焊點(diǎn)類型、電流大小、焊槍移動(dòng)速度等多維度數(shù)據(jù),實(shí)時(shí)生成最優(yōu)供氣曲線。當(dāng)機(jī)器人執(zhí)行主筋連續(xù)焊接提升電流時(shí),設(shè)備內(nèi)置的高速電磁閥快速開大閥芯,氬氣流量同步提升;當(dāng)切換至連接板點(diǎn)焊或焊槍移動(dòng)時(shí),閥芯精準(zhǔn)關(guān)小,流量迅速回落至待機(jī)保護(hù)閾值,避免供需錯(cuò)配造成的浪費(fèi)。
針對(duì)電池框架焊接的關(guān)鍵場(chǎng)景,WGFACS設(shè)備設(shè)計(jì)了精細(xì)化節(jié)能策略。密集點(diǎn)焊是電池框架焊接的典型工藝,設(shè)備能通過ABB機(jī)器人的I/O信號(hào)精準(zhǔn)識(shí)別點(diǎn)焊周期:起弧前流量從待機(jī)狀態(tài)快速提升至工作水平,配合專用氣嘴形成集中氣幕覆蓋熔池;點(diǎn)焊完成后,電流斷開的瞬間流量即降至待機(jī)水平,僅維持噴嘴正壓防止空氣侵入,較傳統(tǒng)模式減少這一環(huán)節(jié)近七成氣耗。焊接主筋與支桿的長角縫時(shí),機(jī)器人需沿焊縫勻速移動(dòng),設(shè)備通過速度反饋信號(hào)動(dòng)態(tài)調(diào)整流量,確保氣流始終緊密貼合熔池表面;當(dāng)遇到框架轉(zhuǎn)角處焊槍減速時(shí),流量同步微調(diào),避免氣流堆積浪費(fèi)。對(duì)于不同厚度的框架板材,設(shè)備可通過預(yù)設(shè)參數(shù)自動(dòng)匹配供氣方案,厚板焊接時(shí)流量稍高保證熔池覆蓋,薄板焊接時(shí)流量精準(zhǔn)下調(diào),兼顧保護(hù)效果與節(jié)能需求。
焊槍啟停和待機(jī)環(huán)節(jié)的優(yōu)化,進(jìn)一步挖掘了節(jié)能潛力。電池框架焊接中,焊槍啟停頻率極高,傳統(tǒng)模式下提前供氣和滯后斷氣的時(shí)間累計(jì)起來相當(dāng)可觀。WGFACS設(shè)備通過捕捉ABB機(jī)器人的起弧指令和電流信號(hào),實(shí)現(xiàn)起弧即供氣、收弧即降量,徹底取消提前供氣時(shí)間;收弧時(shí)根據(jù)熔池冷卻需求,精準(zhǔn)維持短時(shí)間保護(hù)后切斷供氣,較傳統(tǒng)收弧氣耗降低六成以上。待機(jī)狀態(tài)下,設(shè)備具備智能休眠功能,當(dāng)檢測(cè)到焊槍靜止且無焊接信號(hào)超過設(shè)定時(shí)間時(shí),自動(dòng)將流量降至極低水平;一旦機(jī)器人發(fā)出焊接準(zhǔn)備信號(hào),流量可在瞬間恢復(fù)至工作狀態(tài),既保證保護(hù)效果又避免浪費(fèi)。針對(duì)車間氣流擾動(dòng)問題,設(shè)備內(nèi)置壓力傳感器,能實(shí)時(shí)監(jiān)測(cè)環(huán)境氣流變化,輕微波動(dòng)時(shí)自動(dòng)微調(diào)流量,確保熔池保護(hù)不受影響。
WGFACS設(shè)備與ABB焊接機(jī)器人的適配性極強(qiáng),安裝調(diào)試便捷高效。安裝時(shí)僅需在氬氣主管道與焊槍之間串聯(lián)設(shè)備,采用快插接頭連接,無需改造機(jī)器人原有氣路系統(tǒng),一名技術(shù)人員短時(shí)間內(nèi)即可完成單臺(tái)設(shè)備的安裝。調(diào)試階段只需通過設(shè)備操作面板輸入電池框架材質(zhì)、板厚、焊絲型號(hào)等基礎(chǔ)參數(shù),設(shè)備即自動(dòng)匹配對(duì)應(yīng)的供氣曲線;當(dāng)生產(chǎn)線切換不同規(guī)格的電池框架時(shí),設(shè)備可通過ABB機(jī)器人的程序信號(hào)自動(dòng)識(shí)別工況變化,實(shí)時(shí)調(diào)整供氣參數(shù),無需人工干預(yù),大幅提升換型效率。日常僅需定期清理濾芯,即可保障長期穩(wěn)定運(yùn)行。
WGFACS智能節(jié)氣設(shè)備為ABB焊接機(jī)器人電池框架焊接帶來的,不僅是氬氣成本的顯著降低,更提升了焊接工藝的穩(wěn)定性和生產(chǎn)效率。它通過精準(zhǔn)捕捉焊接工況變化,讓保護(hù)氣的每一份消耗都精準(zhǔn)作用于熔池保護(hù),打破了“節(jié)能必降質(zhì)”的誤區(qū)。對(duì)于新能源電池制造企業(yè)而言,引入這類智能節(jié)氣設(shè)備已成為降本增效的重要路徑,結(jié)合規(guī)范的操作流程和定期維護(hù),其節(jié)能潛力還能進(jìn)一步釋放,為企業(yè)在新能源裝備制造領(lǐng)域的競(jìng)爭(zhēng)提供有力助力。
文章來源,
工業(yè)機(jī)器人維修官網(wǎng):www.qhdjznet.com

 機(jī)器人資訊
機(jī)器人資訊 80%企業(yè)面臨倒閉,工業(yè)機(jī)器人產(chǎn)能嚴(yán)重過剩
80%企業(yè)面臨倒閉,工業(yè)機(jī)器人產(chǎn)能嚴(yán)重過剩
 首頁 > 銷售中心 > 節(jié)氣裝置 >
首頁 > 銷售中心 > 節(jié)氣裝置 > 