簡介:福尼斯焊機遙控面板是遙控焊機的一個部件。遙控焊機為配合自動焊和機器人而設計.僅能使用內部網絡進行控制。 基于相同的版本,遙控焊機和福尼斯焊機TS4000/5000及TPS4000/5000數字焊機具有相同的性能。機器人或自動焊接控制系統通過ROB30004000或5000的機器……
福尼斯焊機遙控面板是遙控焊機的一個部件。遙控焊機為配合自動焊和機器人而設計.僅能使用內部網絡進行控制。
基于相同的版本,遙控焊機和福尼斯焊機TS4000/5000及TPS4000/5000數字焊機具有相同的性能。機器人或自動焊接控制系統通過ROB30004000或5000的機器人接口與內部網絡的控制接口相連接。也可通過附加數字信號線路,采用專用的數據連接線直接與焊機相連。
可通過RCU4000或Win RCU遙控控制面板進行焊機的手動操作。
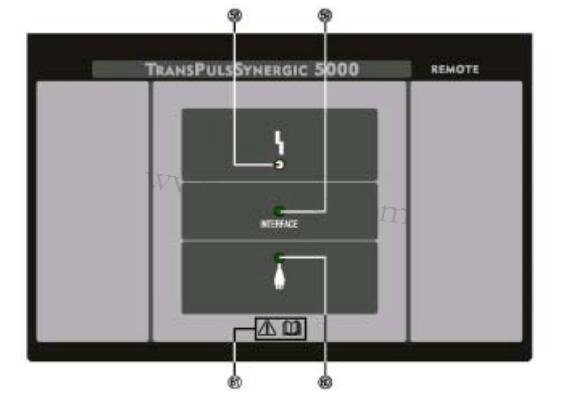
福尼斯焊機故障指示燈---如果發生故障,指示燈點亮。
所有連在局域網上的有數字顯示屏的部件都顯示相關故障信息。
注意:可在“故障分析”一章中查看相應錯誤代碼的含義。
“機器人接口”指示燈----ROB3000/4000/5000或總線連接器(ficldbus)接入局域網后,指示燈在電源打開期間持續點亮。
焊機開機狀態指示燈---主電源線插入電源插座,主開關處于“1"位置后,指示燈點亮。
“操作指導”符號----可在“操作指導”說明書中查看所有安全可行的維護、保養指導。
[操作模式]
注意:在“一級設置菜單”中查看相關參數的設置、改變及測試
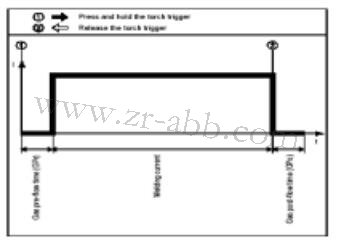
“2步模式”適用于:
定位焊短焊縫
自動焊和機器人焊
4步操作模式
“4步操作模式”適合長焊縫焊接
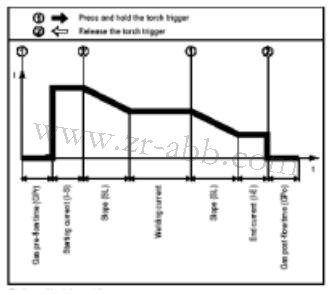
焊鋁特殊4步
適合焊接鋁合金材料,鋁合金的強導熱率決定了其特別的電流曲線圖。
起弧電流(1-S):在焊接開始時很高的熱量散發情況下,迅速加熱母材
電流衰減時間(SL):起弧電流持續下降,最后達到焊接電流值
焊接電流:均衡的將熱量輸入到預先加熱的
電流衰減時間(SL):焊接電流持續下降,最后達到收弧電流值
收弧電流(l-E):有效防止焊接結束前由于熱量的聚集引起的局部過熱
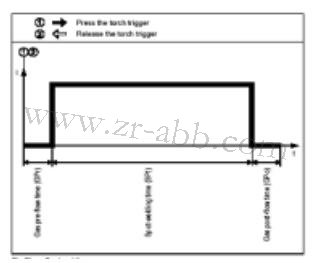
福尼斯焊機點焊
適合搭焊接頭的焊接
操作要領
垂直握槍
按下再松開焊槍開關
保持焊槍位置不變
滯后停氣時間終止后,焊槍移開工件
注意:再次按下焊槍開關,即可中斷焊槍操作。
文章來源,
工業機器人維修官網:www.qhdjznet.com


 首頁 > 焊機維修 > 福尼斯焊機維修 >
首頁 > 焊機維修 > 福尼斯焊機維修 > 

